引言
催化裂化作為煉油、煉化行業的核心加工裝置,顯然提高裝置的生產水平對企業的經濟效益起著重要作用。但催化裂化工藝由于其過程的復雜性,很難用精確的反應動力學模型來描述,同時,現場一般也難于提供可靠的質量分析儀表進行檢測、分析進料組成的變化。基于這些復雜的情況,采用DCS的常規PID控制很難及時地進行調整,經常造成操作波動,影響裝置的經濟效益。于是在催化裂化裝置應用先進控制(APC)技術就成了眾多企業提高效益的明智選擇。洛陽石化分公司面對不斷變化的市場需求和運行環境,為了取得更好的經濟效益,I套催化裂化裝置于2012年5月引入先進控制系統。此系統投用以來已連續運行兩年多時間,觀測其運行狀況一直比較穩定,經濟效益顯著。
采用APC技術可以在DCS系統常規控制技術的基礎上,投入少量的資金及勞動力,就能產生較好的收益,使工藝參數尤其是分餾塔、穩定塔的操作條件控制更加穩定可靠,實現卡邊操作,使產品質量和生產能力得到提高,因而產生較好的收益。
1先進控制系統概況。
1.1先進控制技術概述[1,2]
先進控制是通過安裝于計算機上的特殊軟件與DCS上的PID調節器配合應用,對裝置進行綜合調節,同時滿足生產中多個控制要求的技術。因為外界運行環境不斷變化,而且參數具有未知性、時變性、突變性以及不穩定性,復雜工業系統往往具有不可預測性,這時用來處理復雜工業系統采用常規PID控制效果不好,常規PID控制器很少考慮到變量之間的相互作用,而且是在被控參數產生偏差后才進行調節。由于裝置變量之間總是存在相互作用,因此采用先進控制技術往往效果較好。先進控制器中包含有裝置信息,根據來自系統外部的干擾信息和生產中的調節信息,先進控制器可以預測出裝置未來的變化趨勢。先進控制在滿足了多個控制要求之后,能夠根據操作人員設置的參數,進一步實現生產綜合效益的最大化。
先進控制是一套工業應用軟件,它將整個生產裝置或者某個工藝單元作為一個整體研究對象,首先通過現場測試,量化描述各變量之間的相互關系,建立過程多變量控制器模型。利用該模型可以預測裝置的變化,提前調節多個相關的操作變量,因而可提高裝置運行的穩定性。通過實施先進控制,改善工業生產過程動態品質,減少關鍵變量的波動幅度,使其更接近于理想目標值,從而將工業生產過程推向更接近裝置約束臨界條件下運行,保證產品質量的穩定性,提高目標產品的產率及生產裝置的生產處理能力,降低生產運行成本、減少裝置能耗、提高經濟效益,最大限度地滿足動態多變市場的需求,提高目標產品的市場競爭力。
1.2先進控制技術的工作原理
多變量先進控制技術,是以過程計算機系統及其上位機為實施平臺,以常規控制為基礎,突破了常規PID控制的控制回路各自獨立的工作模式,以整個生產裝置或裝置單元為對象,根據各變量間的模型關系,利用先進控制方法對裝置實施協調統一的控制。
現階段先進控制技術在石油化工生產裝置的應用,普遍采用的是預測控制技術。預測控制技術,采用“模型預測、反饋校正、滾動優化”的控制算法,根據對將來幾步的預測,決定走當前一步,參見圖1。而常規PID控制,是基于誤差的控制,即“走一步,看一步”。
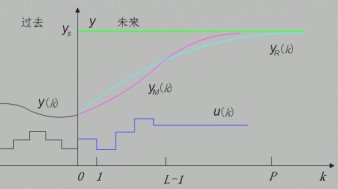
圖1 預測控制基本原理示意圖
由于先進控制把主要被控對象和控制量全部納入控制系統,因而具有良好的跟蹤性能。先進控制在偏差控制的基礎上,將過程模型作為控制器內部模型,提高過程信息和知識利用率,可以實現多目標協調優化控制。[3-5]
1.3先進控制系統結構[6]
先進控制軟件是美國AspenTech公司的DMCplus,控制系統如圖2所示。基于不可測變量在線計算和常規PID控制系統的先進控制系統,上連優化,下接常規控制。其主要目的是取得比常規PID控制更好的控制性能,質量平穩卡邊,在不超約束的條件下,使生產過程隨時運行在優化狀態,尤其對多變量互相關聯的生產過程,PID控制常常無能為力,先進控制具有明顯的優勢。其主要特點:通過調整常規PID控制器的給定值,實現先進控制器的控制作用,即PID的給定被作為先進控制的操作變量。當先進控制投用后,作為先進控制調節手段的PID控制器的給定值由先進控制調整,不再由操作員調整。
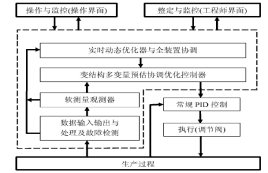
圖2 先進控制系統結構
2、先進控制系統的實施
2.1 反再分餾先進控制器
催化裂化分餾塔的任務主要是把反應送來的油氣混合物按沸點范圍分割為富氣、汽油、輕柴油和油漿等餾分,并保證各個餾分的質量符合規定的要求。
反再分餾先進控制器運行周期為1分鐘,控制器見圖3:

圖3 反再分餾先控系統操作畫面
分餾系統先進控制器主要有以下控制指標:
1)重要變量平穩控制。包括分餾塔頂溫度、塔底溫度、各側線抽出溫度以及回流罐液位和塔底液位的平穩控制。
2)質量卡邊控制。通過利用基于過程動態數學模型的軟測量技術,該系統可以實時給出分餾塔塔底液位、溫度及各產品質量,將其控制在合格的范圍內,并對粗汽油、輕柴油產品實現質量卡邊控制。
3)多變量協調。在各種工況下,自動選擇操作變量MV,使其被控變量CV達到控制要求,使操作變量及其相關變量不超限。
4)實時優化,節能降耗。在保證塔頂、塔底溫度及產品質量合格的情況下,適當降低塔底換熱器取熱或塔頂回流量,實現節能降耗。
2.2吸收穩定先進控制器
吸收穩定單元的主要作用是加工來自分餾塔頂油氣分離器的粗汽油和富氣,分離出瓦斯和液化氣,并產出合格的穩定汽油。由于涉及各塔、分離罐的串聯操作,上游出料波動會對下游液位產生干擾,有時候會引起較大波動。設計吸收穩定先進控制器的主要目的是通過實施非線性液位以及液位速率控制,可以維持各塔、分離罐液位平穩,并在給定區域內,使上游出料波動減小,變化平緩,這樣對后續單元操作以及轉化率的計算都有益處。
吸收穩定系統先進控制器運行周期為1分鐘,控制器見圖4:

圖4 吸收穩定先控系統操作畫面
吸收穩定系統先進控制器主要有以下控制指標:
1)上下游協調控制。通過實施液位以及液位速率控制,可以維持各塔底、分離罐液位平穩,并在給定區域內,使進料流量變化平緩。
2)支路平衡以及液位非線性控制。吸收塔、解析塔和穩定塔都存在著支路平衡控制問題,同時還存在著液位控制問題。因此設計了一個大的非線性液位及支路平衡控制方案,在實現各支路溫差控制的同時,實現了吸收穩定單元各塔液位的非線性控制。
3、先進控制器的投用
1、控制器的投用
1)檢查,工況正常,儀表數據顯示正常,各CV和MV的上、下限設置合理。
2)檢查,計時器運行正常。
3)符合條件后,先檢查各CV投入狀態,如果不為“投用”,則修改其為“投
用”。檢查各CV的投用狀態是否都為”GOOD”,如果不是,依據操作畫面使用說明中羅列的情況一一排除原因,解決不了的異常情況交由工程師處理。各約束狀態是否都為”NORMAL”,如果不是,再次檢查上、下限設置是否合理。
4)檢查底層控制回路的控制模式是否處于投用APC要求的投用前(MAN或
者AUT),如果不是,修改為APC要求的投用前的控制模式AUT或MAN,兩個先進控制器MV回路的投用前回路模式及投用后回路模式詳見表1:
表1 先進控制器MV回路的投用前后回路模式
1)檢查該MV儀表數據/當前值顯示正常,上、下限設置合理 。
2)檢查該MV的控制模型是否處于投用APC要求的控制前模式,如果不是,則需要將回路模式切換為自動AUT或者手動MAN模式。
3)將MV投用開關,切換到“投用”狀態。
3、單個CV的投用
1)檢查該CV儀表數據/當前值顯示正常,上、下限設置合理。
2)啟動該CV投用開關,等待MV的投用狀態顯示為”GOOD”, 則此時該變量進入先進控制監控,該變量投用過程結束。
4、單個DV的投用
DV的投用和切除操作由儀表工程師在上位機進行。
1)檢查該DV儀表數據/當前值顯示正常。
2)啟動該DV投用開關,等待MV的投用狀態顯示為”GOOD”, 則此時該變量進入先進控制監控,該變量投用過程結束。
4、先進控制器的實施效果[7,8]
該系統自2012年5月投用,經過兩年多的不斷調整與完善,各項功能均達到了預期目的,先進控制系統已經初步發揮了作用,主要表現在以下幾個方面:裝置提高液收(汽油+柴油+液態烴)收率0.75%以上,這部分提高主要來自于焦炭、油漿等重組分產品產率的降低;系統自動化水平大大提高,降低了操作人員的勞動強度;系統運行安全平穩;改善了系統控制性能,主要控制指標平穩性提高;在平穩操作的基礎上,對系統主要參數實行卡邊控制,提高高價值產品收率,卡邊控制帶來了顯著的經濟效益。
I套催化裂化裝置使用先進控制系統后,總體提高液收0.75%以上。液收是本裝置重要產品,提高其收率意味著經濟效益的提升,先進控制投用前后具體各產品收率變化情況如表2。
表2 先進控制投用前后各產品收率變化情況
此外,先進控制投用前后(2013年相比2012年1-4月)統計裝置平穩率提高了0.2%,產品質量2012年1 -4月有24個點超廠控指標,而2013年僅有8個點超標,質量合格率提高了1.5%。由此可見,先進控制系統的應用顯著地提高了各塔設備的操作平穩性,并實現了部分產品質量指標的卡邊控制,改善產品質量,降低操作難度。與此同時,隨著裝置平穩性進一步的改善,使各塔設備的能耗大幅度地下降,實現裝置的安全、高產、低耗、節能和減排。
5、結論
經過兩年多的運行,先進控制系統運行可靠平穩,操作簡便。實踐證明先進控制技術在I套催化裂化裝置上的應用效果是明顯的,取得了顯著的經濟效益,為石油化工流程工業企業更好地實現“安穩長滿優”提供更有力的支撐和保障,該先進控制系統是把高科技含量技術成果應用到實際生產裝置上的一次成功應用。
參考文獻:
[1]馬伯文,催化裂化裝置技術問答(第二版)[M].北京:中國石化出版社,2003.2.460-464
[2] 張 舟,林 偉.催化優化控制的應用[J].石油化工自動化,2004,(2):20-22
[3] Brosilow C. Inferenlial conrtol of process [J].AIChE. J.,1978,24(3):485-509
[4] 蔡飛云.利用PID在I/A's中實現常壓爐四支爐溫差控制[J].石油化工自動化,2003,(2): 11-13
[5] 王德康.基于OPC技術的先進控制軟件設計與研究[J].化工自動化及儀表,2000,27(4):27-30
[6] 王強,劉勇,劉俊峰.先進控制與實時優化在催化裂化裝置的應用[J].石油化工自動化,2006,(6): 23-27
[7] 王樹青.先進控制技術及應用[M].北京:化學工業出版社,2001.99-108
[8] 王樹青,金曉明.先進控制技術應用實例[M].北京:化學工業出版社,2005.202-222








