項目名稱: BIPV雙玻光伏組件設計
一.項目說明…3
二.太陽能電池組件設計原則3
三.太陽能電池組件生產工藝流程圖4
四.太陽電池組件材料選型和生產工序設計5
五.原料清單6
六.參考文獻12
一、項目說明 1.BIPV概念:指在建筑外圍護結構的表面安裝光伏組件提供電力,同時作為建筑結構的功能部分,取代部分傳統建筑結構如屋頂板、瓦、窗戶、建筑立面、遮雨棚等,也可以做成光伏多功能建筑組件,實現更多的功能,如光伏光熱系統、與照明結合、與建筑遮陽結合等。 2.項目目標和完成標準:采用BIPV ,可用于13層大樓供電,滿足高峰期間用電需求 3.項目發起的原因:人們對舒適的建筑環境的追求越來越高,導致建筑采暖和空調的能耗日益增長。在發達國家,建筑用能已占全國總能耗的30%—40%,對經濟發展形成了一定的制約作用。為滿足大樓高峰期正常供電,在與客戶溝通下,本公司決定為客戶安裝調試BIPV光伏發電系統。 4.項目優勢 BIPV優勢:①能夠滿足建筑美學的要求;②能夠滿足建筑物的采光要求;③能夠滿足建筑的安全性能要④能夠滿足安裝方便的要求;⑤能夠具有壽命長的優勢;⑥具有綠色環保的效果;⑦無需占用寶貴的土地資源;⑧能有效地減少建筑能耗,實現建筑節能;⑨降低墻面及屋頂的溫升。 5.項目的技術需求:①光伏組件的力學性能②建筑的美學要求③建筑結構與光伏組件電學性能的配合④建筑結構與光伏組件電學性能與光學性能的配合⑤巧妙利用太陽能的建筑。二、太陽能電池組件設計原則 1、光伏組件的力學性能
作為普通光伏組件,只要通過IEC61215的檢測,滿足130km/h(2,400Pa)風壓和抗25mm直徑冰雹23m/s的沖擊的要求。用做幕墻面板和采光頂面板的光伏組件,不僅需要滿足光伏組件的性能要求,同時要滿足幕墻的三性實驗要求和建筑物安全性能要求,因此需要有更高的力學性能和采用不同的結構方式。例如尺寸為1200mm×530mm的普通光伏組件一般采用3.2mm厚的鋼化超白玻璃加鋁合金邊框就能達到使用要求。但同樣尺寸的組件用在BIPV建筑中,在不同的地點,不同的樓層高度,以及不同的安裝方式,對它的玻璃力學性能要求就可能是完全不同的。南玻大廈外循環式雙層幕墻采用的組件就是兩塊6mm厚的鋼化超白玻璃夾膠而成的光伏組件,這是通過嚴格的力學計算得到的結果。 2、建筑的美學要求
BIPV建筑首先是一個建筑,它是建筑師的藝術品,就相當于音樂家的音樂,畫家的一幅名畫,而對于建筑物來說光線就是他的靈魂,因此建筑物對光影要求甚高。但普通光伏組件所用的玻璃大多為布紋超白鋼化玻璃,其布紋具有磨砂玻璃阻擋視線的作用。如果BIPV組件安裝在大樓的觀光處,這個位置需要光線通透,這時就要采用光面超白鋼化玻璃制作雙面玻璃組件,用來滿足建筑物的功能。同時為了節約成本,電池板背面的玻璃可以采用普通光面鋼化玻璃。
3、建筑結構與光伏組件電學性能與光學性能的配合
在設計BIPV建筑時要考慮電池板本身的電壓、電流是否方便光伏系統設備選型,但是建筑物的外立面有可能是一些大小、形式不一的幾何圖形組成,這會造成組件間的電壓、電流不同,這個時候可以考慮對建筑立面進行分區及調整分格,使BIPV組件接近標準組件電學性能,也可以采用不同尺寸的電池片來滿足分格的要求,以最大限度地滿足建筑物外立面效果。 4、建筑隔熱隔音的要求
普通光伏組件并沒有像中空玻璃一樣的隔熱空氣層,只是簡單地安裝在建筑物上或者支撐構件上,和建筑物并沒有形成統一的整體。這時的光伏組件作為BIPV組件來使用往往會將大量的熱量帶入室內,造成耗能和節能相矛盾的情況,同時也不能滿足建筑的隔音要求。這時可以將普通光伏組件做成中空Low-E玻璃的形式(Low-E玻璃又稱低輻射的玻璃,是在玻璃表面鍍上多層金屬或其他化合物組成的膜系產品。其鍍膜層具有對可見光高透過及對中遠紅外線高反射的特性,使其與普通玻璃及傳統的建筑用鍍膜玻璃相比,具有優異的隔熱效果和良好的透光性),這樣既能隔熱又能隔音。
5、建筑采光的要求
普通光伏組件為了提高效率,會將電池片間距縮小到2~5mm.但在BIPV組件中,要考慮到室內的采光要求,這時要調整電池片間距到25mm左右,使組件的透光率在30%左右。
6、光伏組件安裝方便的要求
BIPV光伏組件作為建筑物的一部分,它安裝要求比普通組件的安裝要求高很多,難度大很多。一般BIPV組件安裝高度較高、安裝空間較小。考慮到安裝方便,可以將光伏組件做方便拆卸的單元式幕墻形式,這樣既方便了安裝,同時也提高安裝精度。 三、太陽電池組件材料選型和生產工序設計 
圖1組件基本結構圖 CELL:無錫尚德太陽能電力有限公司、通威集團、英利綠色能源控股有限公司、常州天合光能有限公司、江蘇林洋新能源有限公司等。
選擇通威集團,單晶硅,他們在行業內有很強的實力,世界首條工業4.0高效電池生產線于2017年9月20日正式投入生產,這些年倆通威集團不斷發展,在全球電池片行業已經有了很高的地位,其產品質量更是全球首屈一指。 表1 通威電池片基本參數
性能與質量: 所有產品均通過檢驗(全檢) 通過最低功率和工作電流進行電性能分檔 以逆電流和并聯電阻進行甄選 有規律性的監測產品性能 微量彎曲變形 長期的穩定性與可靠性 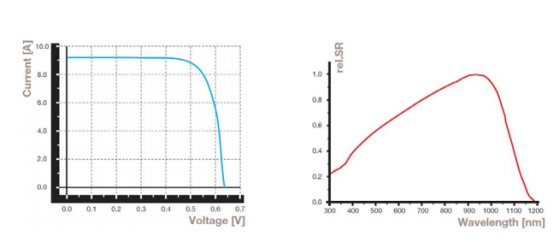 圖2電池片IV曲線與光譜響應曲線 圖2電池片IV曲線與光譜響應曲線
更多電池片具體差數見報告 GLASS:在玻璃破全國大型光伏玻璃生產廠商:濟南世明機械設備有限公司,濟南騰順達機械設備有限公司,四川振興安全玻璃有限公司,河南裕華高白玻璃有限公司,成都牧馬山玻璃有限公司,浙江福萊特光伏玻璃有限公司,浙江和合科技有限公司等。 表2浙江福萊特光伏玻璃有限公司玻璃參數 | | 高透光率(最高6-12-6達80%); 更通透明亮,保證了更多溫暖明媚的陽光; 極低傳熱系數 U值(最低1.16),更節能。 | | | | 純凈通透無雜色,接近通透白色; 更高的色彩還原度,在室內可透過玻璃更好的與自然環境交流。 | | | | | | | | | | |
表3 浙江杭州玻璃有限公司玻璃參數 采用浙江杭州玻璃有限公司中空雙層鋼化Low-E玻璃,剝離強度低利于返修,拉伸強度高不易損壞,玻璃厚度,5mm,1989mm×1326mm×5mm,選用5mm的玻璃因為這樣既有了玻璃的力學性也可以很好的降低電池板重量。 產品質量:滿足AS/NZS2208:EN12150/DIN1249D,ASTM-E-903(891)-96,日本JIS等標準。Low-E玻璃又稱低輻射玻璃,是在玻璃表面鍍上多層金屬或其他化合物組成的膜系產品。其鍍膜層具有對可見光高透過及對中遠紅外線高反射的特性,使其與普通玻璃及傳統的鍍膜玻璃相比,具有優異的隔熱效果和良好的透光性。可以很好的滿足BIPV組將力學性能與光學性能的要求。PVB:目前我國生產PVB中間膜的主要廠家有:杜邦中國集團有限公司,廣東華凱塑膠有限公司,廣州市奧吉斯新材料有限公司,浙江德斯泰塑膠有限公司,天臺縣百贊塑膠有限公司,浙江瑞華塑膠有限公司,浙江信威塑膠有限公司 武漢鴻錦新材料有限公司等等。 PVB 膠片的特點: 結構完整性:在正常負載情況下,夾層玻璃性能基本上與單片玻璃性能相同,然而,一旦玻璃破碎,夾層玻璃則明顯地保持其完整性,很少有玻璃碎片掉落。 隔音特性:夾層玻璃中富有彈性的PVB膜片對聲波有阻滯作用,極為有效的降低了令人討厭的噪音傳導。特別是位于機場、車站、鬧市及道路兩側的建筑物在安裝夾層玻璃后,其隔音效果十分明顯。 防紫外線:PVB膜片最大限度的降低了紫外線光,遮擋了99%以上的有害光線。這樣有助于保護貴重家具、掛圖、陳列品或商品,以免受紫外線輻射的影響而產生褪色。 節約能源:PVB中間膜制成的建筑夾層玻璃能有效地減少太陽光通過,同樣厚度,采用深色低透光率PVB薄膜制成的夾層玻璃阻隔熱量的能力更強,從而達到保持室溫,減裂時能防止玻璃穿透,即使用玻璃刀也不能劃穿,能有效防盜。 防盜性:PVB夾層玻璃非常堅韌,即使敲裂,由于中間層同玻璃牢牢地粘附在一起,仍能保持結構完整。 表3奧吉斯PVB技術參數 | | | | 0.38/0.45mm± ,0.76mm±0.03mm | | 25mm內 0.01mm,500mm內 0.01mm,500mm內 0.02mm,整卷最大偏差0.04 0.02mm,整卷最大偏差0.04 | | | | | |  0.6% 0.6%
| |  0.3% 0.3%
| |  81% 81%
| |  8.0Mpa 8.0Mpa
| |  20.0Mpa 20.0Mpa
| |  200% 200%
| |  10% 10%
| | 在50攝氏度±2攝氏度,濕度95%±4%環境下測驗6小時,外觀無明顯變化,不出現氣泡和脫膠現象 | | 距375高壓石英燈230mm處連續照射100小時,外觀無明顯變化,透光率下降小于5% | | 透明片2440mm,彩帶片1850/430mm,乳白、彩色2400mm |
表4奧吉思PVB技術參數 經過對比上述兩家公司產品我們選擇重慶華凱有限公司的透明PVB產品。除了兩家公司都有的特點外,重慶華凱有限公司的產品主要具有收縮率小(電池板會長時間暴露在陽光下收縮率不能太大,否則會影響電池板的使用壽命)。 EVA膠片與PVB膠片的區別: - 所用樹脂不一樣:一個是EVA樹脂,一個是PVB樹脂。
2、加工溫度不一樣:EVA膠片加工溫度為玻璃表面溫度110度左右,PVB膠片在120-130度。
3、所用再加工設備不一樣:EVA膠片的玻璃深加工設備是夾膠爐,操作簡單,成本很低,懂電懂設備加工的就可以自己仿造,市場上賣的便宜的2萬元左右,配置最好的不超過10萬元,缺陷是不能批量生產;PVB膠片的玻璃深加工設備是高壓釜,成本高,操作復雜,合片后要預壓,再進釜加溫加壓加工,價格一臺需要上百萬元,優點是能批量生產,缺陷是訂單少了加工成本高,或少了無法加工。
4、吸水率不一樣:EVA膠片吸水率極低,小于0.1%;PVB膠片吸水率高。
5、所用氣壓不一樣:夾膠爐抽真空形成的氣壓就1個大氣壓,高壓釜的大氣壓是8個左右大氣壓。
6、玻璃應用的領域不一樣:EVA夾層玻璃因為EVA膠片的熔點低,主要用于室內裝飾,或室外低層,用于室外高層,會因為室外溫度高時,膠片軟化會降低粘合強度,容易引起玻璃脫落;PVB夾層玻璃因為PVB膠片熔點高耐高溫,耐老化性能高,而廣泛應用于室外或幕墻。
7、EVA膠片不含增塑劑,PVB含增塑劑,所以EVA膠片打密封膠時很容易被硅膠侵蝕,PVB對密封膠沒有選擇。
8、價格不一樣:同樣厚度,EVA膠片價格低,PVB膠片價格高。
9、EVA膠片有霧度,PVB透明度高。
詳細可見臺灣長春化工PVB與EVA的對比報告 TPT:太陽能背板位于太陽能電池板的背面,對電池片起保護和支撐作用,具有可靠的絕緣性、阻水性、 耐老化性。初期太陽能背板具有三層結構( PVDF/PET/PVDF ),外層保護層 PVDF 具有良好的抗環境侵蝕能力,中間層為 PET 聚脂薄膜具有良好的絕緣性能,內層 PVDF 和 PVB具有良好的粘接性能。 太陽能背板作用編輯:
1.耐高壓以及具有高絕緣性能
2.耐候性佳,抗UV紫外線老化≥25年
3.防震并可以有效保護電池片斷裂 但是我們設計的BIPV光伏組件考慮到其對于采光的獨特要求,且TPT不具備透光性,經過慎重考慮,不適用TPT,將原本使用TPT的部分改為透光性更好的中空雙層鋼化low-e玻璃,這樣既滿足了其對于采光性的要求,也增加了其力學性的機械強度,可以更好的滿足BIPV光伏組件要求。 邊框:江陰市元鋁新能源材料有限公司,坐落于中國最具經濟活力的長江三角洲——江蘇省江陰市周莊鎮歐洲工業園。公司專業生產加工各種規格太陽能光伏電池(組件)鋁合金邊框、太陽能支架及配件等。太陽能專用設備有鋁邊框CNC加工中心、專用切割機、折彎機、角碼機、液壓沖床機、端面銑等,能滿足太陽能光伏電池(組件)各種規格要求。 我們要求規范組件的邊框需具備以下幾點要求 1、抗腐蝕,抗氧化性強; 2、強度及牢固性強 ; 3、抗拉力性能強; 4、彈性率、剛性、金屬疲勞值高 ; 5、運輸、安裝便捷,表面即使劃傷也不會產生氧化,不影響性能; 6、通過方便的不同選材,能適應各種環境; 7、使用壽命在15-20年以上, 8、邊框高于玻璃面板3±0.5mm。 為方便安裝我們還設計了T型邊框與支架詳細見后面圖紙。 焊帶:寬度與電池片的主柵線相同,用于將電池片相互串在一起的。國內的焊帶生產廠家有南通辰皓光伏科技有限公司、寧波市鎮海斯恩科電子科技有限公司、蘇州勝德元新能源科技有限公司等。我們采用蘇州勝德元新能源科技有限公司產品。 表5蘇州勝德元新能源有限公司焊帶參數 | | | | | | | | | | | | | | 寬度1.0mm—2.5mm可任意訂制;厚度0.08mm—0.25mm。 | | 4Kg﹑8Kg兩種工字輪,適合機器自動焊接,中間無斷頭;也可以為客戶定尺裁切,紙盒包裝。 |
表6南通賽歷光伏科技有限公司焊帶參數 | | 無氧銅≤0.0165Ωmm2/m,T2紫銅≤0.0172Ωmm2/m | | 63%Sn37%Pb(TM-A) 96.5%Sn3.0%Ag0.5%Cu(TM-B)
62%Sn36%Pb2%Ag(TM-C) | | | | |
我們選用蘇州勝德元新能源科技有限公司,伸長率軟態≥20%;半軟15%相比于南通賽歷光伏科技有限公司產品不易斷裂。考慮到焊帶具有一定的遮光性,會影響光伏電池的發電量,我們選的焊帶不能越細越好,越細的焊帶電阻值越高,從而產生的損耗也就越高。那么,結果上述考慮,在綜合考慮下選擇厚0.1mm,寬度1.4mm的焊帶較為合適。 支架:目前國內生產光伏支架的廠家排名為,中信博新能源科技(蘇州)有限公司以出貨量2613兆瓦位居榜首,蘇州愛康金屬科技有限公司以出貨量1500兆瓦位列第二,深圳市安泰科建筑技術有限公司以1328兆瓦的出貨量排名第三。 接線盒:組件智能接線盒是將光伏組件級功率優化模塊和傳統接 線盒集成在一起的設備, 兼具功率優化器的最大能量轉換、 組件數據采集、報警、定位、安全管理和接線盒的功能。 表7 集能易接線盒參數 輸入參數 | 最大輸出功率 | 350 W | 最大輸出電流 | 10 Adc | 輸出電壓范圍 | 0 ~ 60 Vdc | 系統電壓 | 1000 Vdc | 轉換效率 | 最大轉換效率 | 99.50% | 歐洲效率 | 98.50% | CEC效率 | 98.30% | 安裝規格 | 尺寸 | 152x133x25.9 mm | 重量 | 540g | 輸出連接器 | MC4 | 工作溫度 | -40 ~ +85 ℃ | 防護等級 | IP65 | 相對濕度 | 0~100% | 安規標準 | EMC | FCC Part15 class B, IEC61000-6-2, IEC61000-6-3 | 安規 | IEC62109-1 (Class II safety) | 過壓等級 | III | 認證 | CE、TUV、CQC |
表8 LUEABB郎本接線盒參數
經過對比我們選擇集能易的接線盒,該產品具有輸出功率大、轉換效率高、工作溫度范圍廣的特點。 四、太陽電池組件主要生產圖紙,生產參數 與規則說明 1.組件設計圖紙展示
圖3組件基本構造圖 
圖4電池片 
圖5電池片排列圖 單塊電池片面積244.2918cm2,電池片總面積2.64m2為達到組件透光率50%左右,我們光伏組件的面積大約為: 244.2918x54/50%=26383.5144cm2≈2.64m2 電池組件的長度1989mm,寬度1326mm. 
圖6電池板接線盒圖 字母線長700mm,接線盒500x500x100mm, 
圖7柵線焊接基本原理圖(柵線焊接要防止焊帶的遮光) 
圖8 U型槽與光伏板邊框連接示意圖 光伏電池的正面為負、背面為正,二極管的負極連接電池正面,正極連接電池負面。
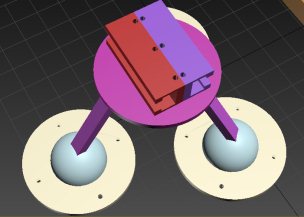 

圖9支架設計圖 光伏支架采用鋼結構設計,基座一個半徑10cm厚2cm的圓形鋼板,上面有4個12mm的孔,用于膨脹螺絲與墻面的連接;上面的圓盤與下面的半徑和厚度一樣,上面的U型槽與光伏板的T型邊框完美結合,U型槽上面有三個8mm的螺絲孔,用螺絲把圓盤與U型槽連接;U型槽與U型槽的連接用一塊鋼板上面打上4個8mm螺絲孔,其余部分的連接在出廠的時候應該用電焊將其焊牢固。經過設計我們可以方便的安裝且鋼結構的使用年限與光伏板的使用年限基本一樣,所以鋼結構的支架可以放心使用。 表9 組件理想情況參數
注:上述參數為理想情況I-V曲線上得到的,實際參數應為STC測試標準,測試之后得到。 2.組件的損失 焊帶的遮光,不管是四主柵還是五主柵,占總面積3%左右,這一部分光是非常可喜的,焊帶一般來說是近似于一個平面,雖然說實際的形狀是一個輕微的弧型,但是太陽光照到電池片,照到焊帶上,通過PVB又重新返回,從光學角度上來說基本沒有被利用,所以引入一個問題,如何降低焊帶的光學損失,主要手段,減少焊帶的寬度,在組件這個技術上一直在應用。 所以焊帶的損耗為: R =ρL/S =0.0172×38.454/0.00000014Ω =0.00000472434857Ω U =IR =9X0.00000472434857V =4.2519e-5V P帶=UI =4.2519e-5X9W =3.8e-6 損失功率:η =P帶/PX100% =3.8e-6/242X100% =1.581e-8 通過計算焊帶的損耗大約1.581e-8,說明了焊帶設計選擇比較合理。 表10 原料清單
六、基本生產工藝 1.電池檢測——2.正面焊接—檢驗—3.背面串接—檢驗—4.敷設(玻璃清洗、材料切割、玻璃預處理、敷設)——5.層壓——6.去毛邊(去邊、清洗)——7.裝邊框(涂膠、裝角鍵、沖孔、裝框、擦洗余膠)——8.焊接接線盒——9.高壓測試——10.組件測試—外觀檢驗—11.包裝入庫。 工藝簡介: 1.電池測試:由于電池片制作條件的隨機性,生產出來的電池性能不盡相同,所以為了有效的將性能一致或相近的電池組合在一起,所以應根據其性能參數進行分類;電池測試即通過測試電池的輸出參數(電流和電壓)的大小對其進行分類。以提高電池的利用率,做出質量合格的電池組件。 2.正面焊接:是將匯流帶焊接到電池正面(負極)的主柵線上,匯流帶為鍍錫的銅帶,我們使用的焊接機可以將焊帶以多點的形式點焊在主柵線上。焊接用的熱源為一個紅外燈(利用紅外線的熱效應)。焊帶的長度約為電池邊長的2倍。多出的焊帶在背面焊接時與后面的電池片的背面電極相連。(我們公司采用的是手工焊接) 3.背面串接:背面焊接是將36片電池串接在一起形成一個組件串,我們目前采用的工藝是手動的,電池的定位主要靠一個膜具板,上面有36個放置電池片的凹槽,槽的大小和電池的大小相對應,槽的位置已經設計好,不同規格的組件使用不同的模板,操作者使用電烙鐵和焊錫絲將“前面電池”的正面電極(負極)焊接到“后面電池”的背面電極(正極)上,這樣依次將36片串接在一起并在組件串的正負極焊接出引線。 4.層壓敷設:背面串接好且經過檢驗合格后,將組件串、玻璃和切割好玻璃纖維、背板按照一定的層次敷設好,準備層壓。玻璃事先涂一層試劑(primer)以增加玻璃和PVB的粘接強度。敷設時保證電池串與玻璃等材料的相對位置,調整好電池間的距離,為層壓打好基礎。(敷設層次:由下向上:玻璃、PVB、電池、PVB、玻璃) 5.組件層壓:將敷設好的電池放入層壓機內,通過抽真空將組件內的空氣抽出,然后加熱使PVB熔化將電池、玻璃和玻璃粘接在一起;最后冷卻取出組件。層壓工藝是組件生產的關鍵一步,層壓溫度層壓時間根據PVB的性質決定。我們使用快速固化PVB時,層壓循環時間約為25分鐘。固化溫度為150℃。 6.修邊:層壓時PVB熔化后由于壓力而向外延伸固化形成毛邊,所以層壓完畢應將其切除。 7.裝框:類似與給玻璃裝一個鏡框;給玻璃組件裝鋁框,增加組件的強度,進一步的密封電池組件,延長電池的使用壽命。邊框和玻璃組件的縫隙用硅酮樹脂填充。各邊框間用角鍵連接。 8.焊接接線盒:在組件背面引線處焊接一個盒子,以利于電池與其他設備或電池間的連接。 9.高壓測試:高壓測試是指在組件邊框和電極引線間施加一定的電壓,測試組件的耐壓性和絕緣強度,以保證組件在惡劣的自然條件(雷擊等)下不被損壞。 10.組件測試:測試的目的是對電池的輸出功率進行標定,測試其輸出特性,確定組件的質量等級。
完整的Word格式文檔51黑下載地址:
 BIPV雙玻組件設計.docx
(310.73 KB, 下載次數: 8)
BIPV雙玻組件設計.docx
(310.73 KB, 下載次數: 8)
2018-6-30 15:30 上傳
點擊文件名下載附件
| 





